螺栓松动是常有的事,但若不注意,往往会引起设备振动、部件损坏,甚至人员伤亡。如何拧紧一个小小的螺母,一直是机械设计中长盛不衰的话题,大家比较了解的,例如日本的偏心螺母、唐氏螺母和中国自紧王螺母,但我们今天不讲这些紧固件界的明星,我们来聊聊工作中最基本的固定螺母的方法。
螺栓为什么越拧越紧呢?
一般情况下,我们对于螺栓断裂从以下四个方面来分析:
第一、螺栓的质量
第二、螺栓的预紧力矩
第三、螺栓的强度
第四、螺栓的疲劳强度
实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,具体是由于松动而被打坏的。因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。
一、螺栓断裂不是由于螺栓的抗拉强度:
以一只M20×80的8.8级高强螺栓为例,它的重量只有0.2公斤,而它的最小拉力载荷是20吨,高达它自身重量的十万倍,一般情况下,我们只会用它紧固20公斤的部件,也只使用它最大能力的千分之一。即便是设备中其它力的作用,也不可能突破部件重量的千倍,因此螺纹紧固件的抗拉强度是足够的,不可能因为螺栓的强度不够而损坏。
二、螺栓的断裂不是由于螺栓的疲劳强度:

螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。
三、螺纹紧固件损坏的真正原因是松动:
螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。
受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。
受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。
四、选用防松效果优异的螺纹防松方式是解决问题的根本所在:
以液压锤为例。GT80液压锤的重量是1.663吨,其侧板螺栓为7套10.9级M42螺栓,每根螺栓的抗拉力为110吨,预紧力取抗拉力一半计算,预紧力高达三、四百吨。但是螺栓一样会断,现在准备改成M48的螺栓,根本原因是螺栓防松解决不了
螺栓断裂,人们最容易得出的结论是强度不够,因而大都采用加大螺栓直径强度等级的办法。这种办法可以增加螺栓的预紧力,其摩擦力也得到了增加,当然防松效果也可以得到改善,但这种办法其实是一种非专业的办法,它的投入太大,收益太小。
总之,螺栓是:“不松不断,一松就断。”
螺栓松动原因分析
螺纹联接 按自锁条件设计:ψ ≤ρv,螺纹副中产生的摩擦副使螺栓自锁从而紧固螺栓,所以静载下连接不会自行松脱。但是在冲击、振动、变载荷下、温度变化较大时 螺旋副摩擦力F会减小或瞬时消失。这种现象若反复出现,连接螺栓就会逐渐松动。螺纹紧固件松动后,产生的动能mv2,受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。受径向力作用的紧固件,螺栓被剪断,螺栓孔被打坏 。
螺栓防松原理:限制螺纹副之间的相对运动,或增大相对运动的难度。
常用防松方法介绍
螺栓常用的防松方法有三种:摩擦防松、机械防松和永久防松。机械防松和摩擦防松为可拆卸防松,而永久防松称为不可拆卸防松。常用的螺母防松方法有三种:摩擦防松、机械防松和永久防松。
螺栓常用的防松方法有三种:摩擦防松、机械防松和永久防松。其中,机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。
No.1 摩擦防松
1.弹簧垫片防松

弹簧垫圈的防松原理是在把弹簧垫圈压平后,弹簧垫圈会产生一个持续的弹力,使螺母与螺栓的螺纹连接副持续保持一个摩擦力,产生阻力矩,从而防止螺母松动。同时弹簧垫圈开口处的尖角分别嵌入螺栓和被连接件表面,从而防止螺栓相对于被连接件回转。
2.对顶螺母(双螺母)防松
3.自锁螺母防松

螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。
4.弹性圈螺母防松

No.2 机械防松
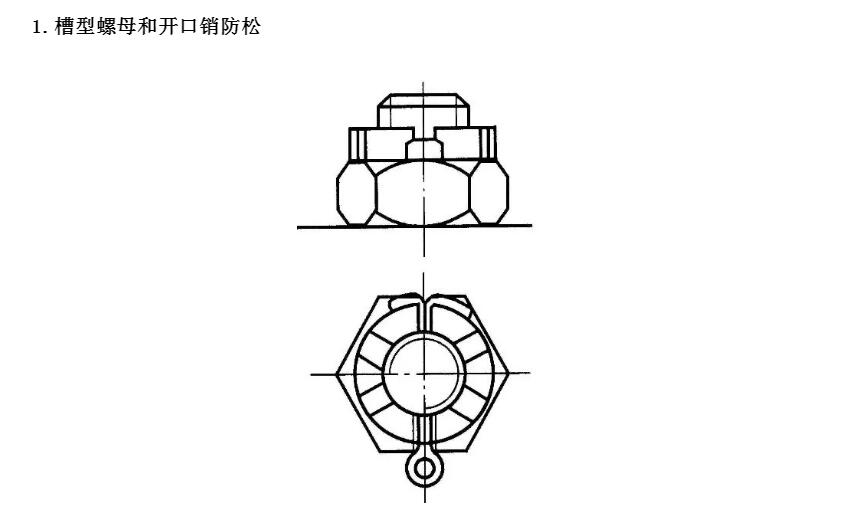
1.槽型螺母和开口销防松

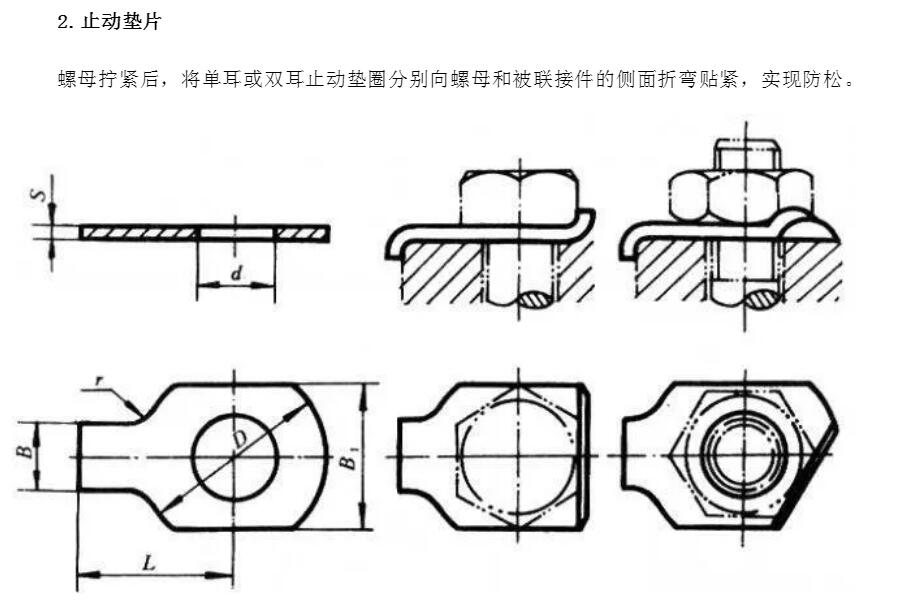
2.止动垫片
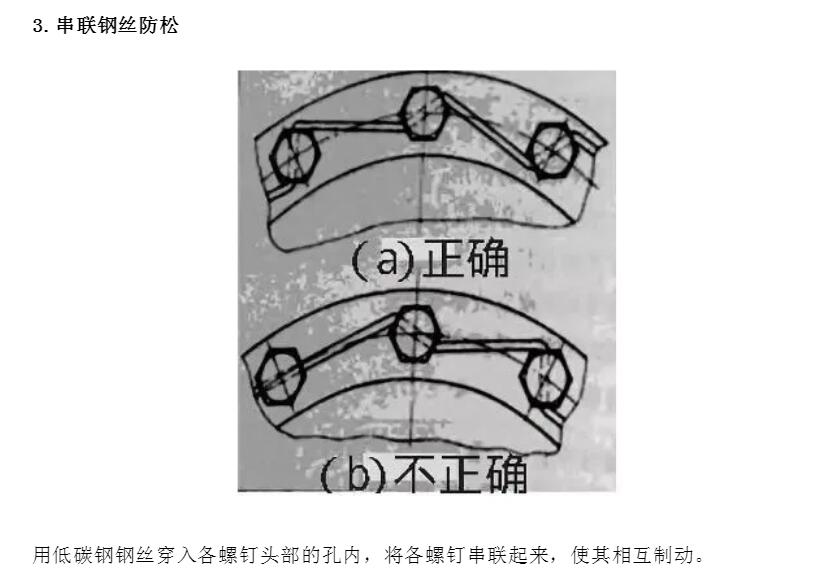
3.串联钢丝防松
No.3 永久防松
常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。
此外还有其他防松方式,如:在旋合螺纹间涂液体胶粘剂、在螺母末端镶嵌尼龙环、铆冲防松等。机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。
1、冲边法防松
螺母拧紧后在螺纹末端冲点破坏螺纹。
2、粘合防松—螺母防松液

将螺母防松液涂抹在螺栓拧紧处,再拧上螺母,自行固化后,防松效果良好。
 邮箱
邮箱  2020-09-11
2020-09-11 



